Richtlinien je Verfahren
Durch die unterschiedlichen additiven Herstellungsverfahren öffnet sich eine nie dagewesene Konstruktionsfreiheit. Allerdings sollte aber auch beachtet werden, dass nicht jedes Objekt, welches in einem 3D-Programm erstellt werden kann, auch in 3D druckbar ist.
Damit Ihr Teil so sauber gedruckt wird, wie es auf Ihrem Entwurf erscheint, sind möglicherweise Zwischenschritte erforderlich. Je nach Technologie und Material sind bestimmte Form- und Lagetoleranzen, Wandstärken und Oberflächengüten und vieles mehr zu beachten.
Überhänge stellen hier einen besonderen Unterschied zwischen den verfügbaren Verfahren da. Überragen aufzubringende Schichten die Vorangegangenen stellt sich ein Winkel ein. Um einem Absacken des Materials zu verhindern, muss mit einer Unterstützung, der sog. Support, gearbeitet werden. Nach dem Druck muss dieses Stützmaterial händisch entfernt werden.
Die Anpassung von 3D-Druckstützen wirft einige Fragen auf, z. B. wann sie benötigt werden, wie man die verschiedenen Arten von Stützen auswählt, wie man sie entfernt und natürlich, welche Nachteile die Verwendung von Stützen mit sich bringt. In diesem Artikel gehen wir auf diese Fragen ein und geben Ihnen ein paar Tipps für den effizienten Einsatz von Stützen.
Stützkonstruktion bei Pulverbasierten Verfahren
Die größte Freiheit kann man den pulverbasierten Verfahren zuschreiben, da keine ausgebildeten Stützkonstruktionen verwendet werden müssen, sondern nicht gehärtetes Pulver als Unterstützung dient. Geschlossene Volumenkörper sollten dementsprechend einen Auslass besitzen, um nicht genutztes Material nach dem Druck leicht entfernen zu können. Je nach Komplexität Ihres Bauteils kann sich dieser Entfernungsprozess negativ auf den Teilepreis auswirken, da die Entfernung des Materials mehr Zeit in Anspruch nimmt. Können keine Auslasslöcher gesetzt werden oder soll das Bauteil ein höheres Gewicht aufweisen besteht allerdings auch die Möglichkeit, das Pulver im Bauteil zu belassen.
Stützkonstruktion bei FDM-/FFF-Verfahren
Die Komplexität Ihres Teils ist das wesentliche Kriterium, das bestimmt, ob es Stützen braucht oder nicht. Wenn Ihr Entwurf Überhänge enthält, müssen Sie zunächst deren Neigung bestimmen. Wenn Ihre Überhänge nicht mehr als 45° geneigt sind, können die meisten FDM-Drucker sie korrekt drucken. Wenn die Neigung diesen Wert übersteigt, müssen Sie möglicherweise Stützen verwenden, oder die Überhänge hängen durch.
Sie sollten auch den Einsatz von 3D-Druckstützen in Betracht ziehen, wenn ein Teil Ihres Entwurfs eine Lücke zwischen zwei Elementen überbrückt. Wenn die Länge Ihrer Brücke nicht mehr als 5 mm beträgt, benötigen Sie keine Stützstruktur, um die Lücke zu schließen.
Bei FFF 3D-Druckern mit nur einer Extruderdüse, wird das Supportmaterial gemeinsam mit dem Baumaterial in einer geringeren Dichte hergestellt. Dabei können in den verschiedenen Slicern die Position, die Dichte und die Anzahl der Stützen definiert werden. Die Entfernung der Stützkonstruktion erfolgt in diesem Fall durch Handarbeit.
Moderne FFF 3D-Drucker verwenden einen eigenen Extruder für das Supportmaterial. Oft wird PVA (Polyvinylalkohol) als wasserlösliches Filament verwendet. PVA kommt in Kombination mit vielen Materialien zur Anwendung. PVA ist ein hygroskopischer Werkstoff und daher schwierig zu verarbeiten und sollte immer trocken gelagert werden!
In der industriellen Fertigung werden die Stützkonstruktionen mittels professionelle Waschstationen mit Rotationsspülung inkl. warmes Wasser und Laugen entfernt.
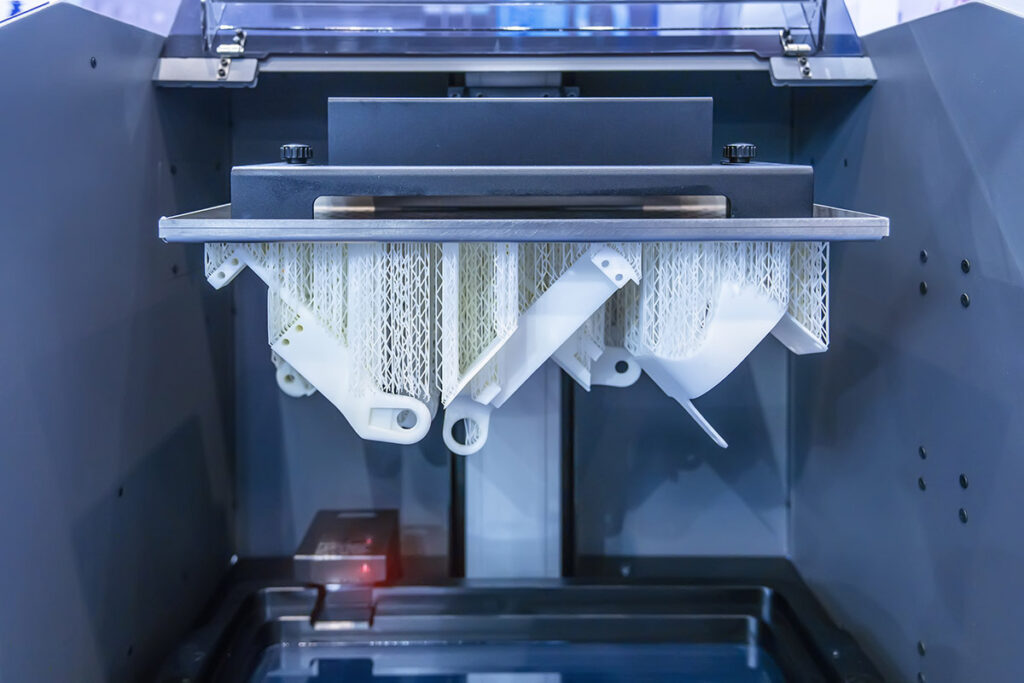
Stützkonstruktion bei Photopolymerisations-Verfahren
Bei den lichthärtenden Photopolymerverfahren, insbesondere bei den Laser-Scannerverfahren (Stereolithografie) und Maskenverfahren (DLP Lichtverarbeitungs-Technologie), werden die Stützkonstruktionen in Form von dünnen Stäben ausgebildet. Diese haben die Aufgabe, das entstehende Teil im Polymerbad zu fixieren und damit ein »Wegschwimmen« der Schichten zu verhindern. Die Anwendung dieser Stützkonstruktion ist eine Besonderheit dieser Verfahren. Grund dafür ist die Verwendung eines flüssigen Ausgangsstoffes. Die Stützgeometrie wird im Laufe der Finishbearbeitung manuell beseitigt.